喷砂处理是指一定粒径的氧化铝、氧化硅等硬质砂粒在压缩空气的作用下由喷嘴高速喷射到工件表面,通过砂粒的撞击和冲刷作用来粗化工件表面。喷砂处理过的表面显微状态受砂粒特性(包括砂粒的形状、硬度、质量、成分和种类等)、基体材料特性以及喷砂工艺参数(喷砂压力、角度、距离)的影响。喷砂处理过程中,喷射到基体表面的砂粒的能量主要消耗在切削基体表面材料和使表面材料发生塑性变形等方面。喷砂处理的优点是工艺简单、效率高、成本低,特别适用于大面积工件的表面粗化处理。它的缺点是砂粒易残留在基体表面(尤其较软的基体),而且喷砂会改变基体表面的应力,进而影响基体材料的力学性能。
国内外学者对热喷涂的前处理工艺做了大量的相关研究,研究发现喷砂距离、喷砂角度、喷砂压力以及砂粒的大小是影响热喷涂涂层与基体之间结合强度的最主要的几个因素。通过提高喷砂压力及砂粒粒径可提高涂层的结合强度,但会导致砂粒镶嵌在基体表面,因此喷砂压力和砂粒粒径要设定在合适范围。在喷砂压力和角度一定的情况下,随着喷砂距离的增大,涂层与基体的结合强度逐渐升高,但当喷砂距离达到一定值后,进一步增大距离,则出现涂层结合强度降低的现象。这是因为喷砂距离过大时,砂粒撞击到基体的动能减小,对基体冲击作用减少从而导致表面粗糙度降低所致。
本文由桑尧热喷涂网收集整理。本站文章未经允许不得转载;如欲转载请注明出处,北京桑尧科技开发有限公司网址:http://www.sunspraying.com/
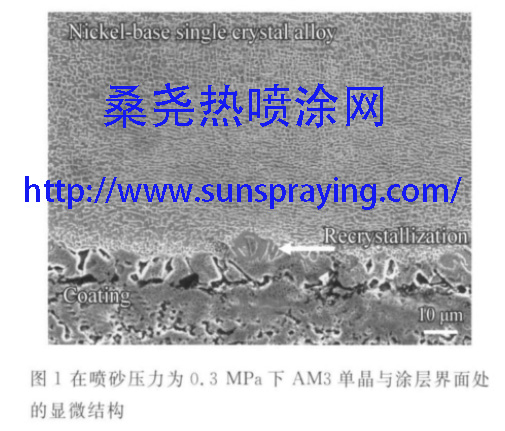
|
