以氧-乙炔火焰作为加热金属丝的热源,使金属丝端部加热达到熔化状态,借助于压缩空气将溶化状态的丝材金属雾化成微粒,喷射到经过预处理的基体表面而形成牢固结合的涂层。该方法出现最早,迄今仍是普遍采用的方法。
线材喷涂原理
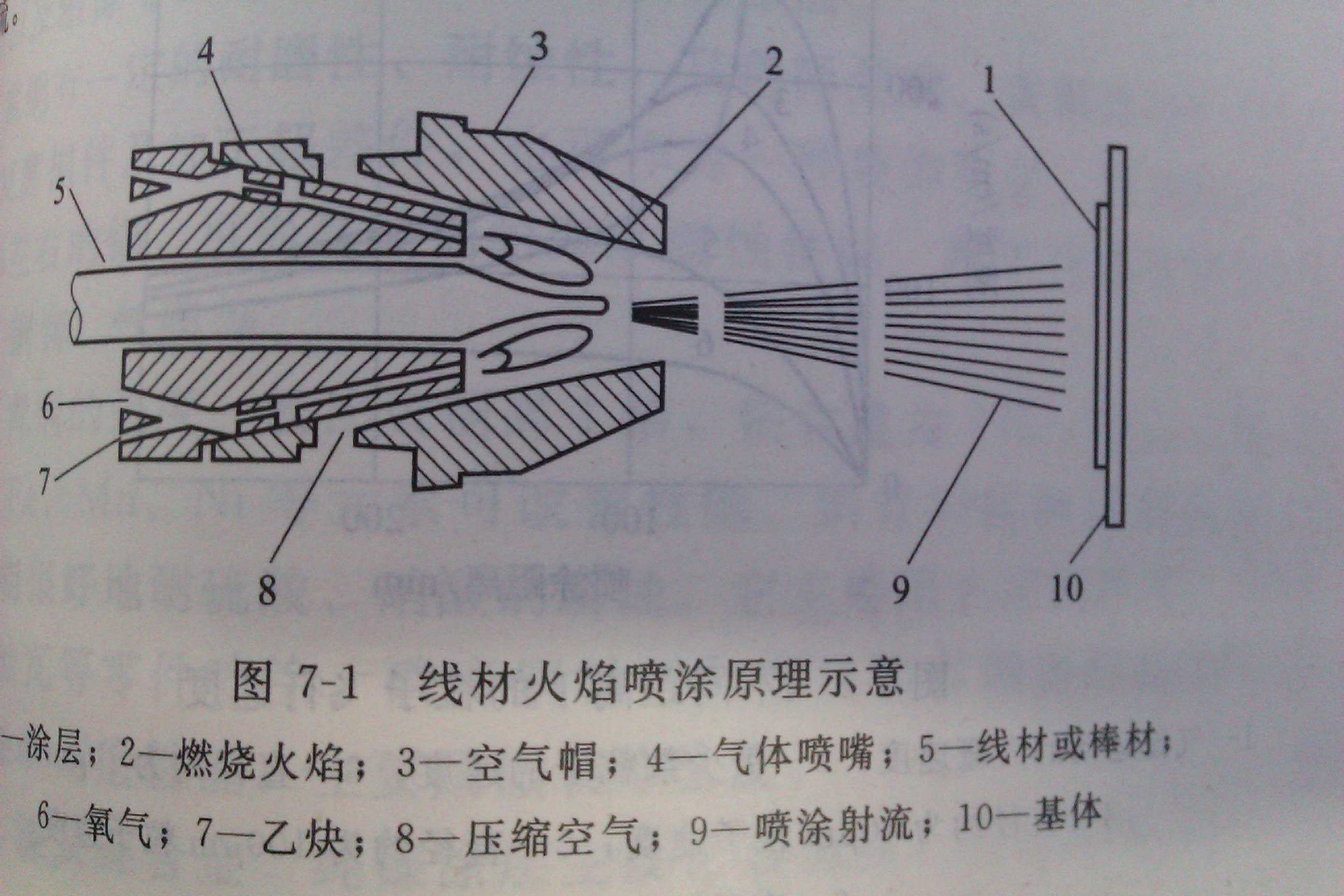
对喷涂材料的加热融化和雾化是通过线材火焰喷***(俗称气喷枪)实现的,喷涂的原理如图所以。喷枪通过气阀分别引入乙炔、氧气和压缩空气,乙炔和氧气混合后在喷嘴出口处产生燃烧火焰。喷枪内的驱动机构通过送丝滚轮带动线材连续地通过喷嘴中心孔送入火焰,在火焰中被加热熔化。压缩空气通过空气帽呈锥形的高速气流,使熔化的材料从线材端部脱离,并吴华成细微的颗粒,在火焰及气流的推动下,喷射到经过预处理的基材表面形成涂层。为适应不同直径和不同材质的线材,采用不同的喷嘴和空气帽,并调节送丝速度。在特殊场合下,也采用惰性气体作雾化气流。
熔化-雾化过程
线材端部进入火焰后被加热、熔化。线材端部的熔化状态取决于火焰和材料的性质。压缩空气使熔化的金属脱离和雾化,必须消耗的空气量是60~90m3/h。由于金属的粘性,在气流作用下,当维持到表面张力达到最大时,熔粒才脱离,因此熔粒脱离一般是周期性的发生。从雾化区出来的粒子到离喷嘴5~30mm距离,随同气流被加速,粒子飞行速度一般是60~250m/s。随着里喷嘴距离和直径的增加,飞行速度降低。
粒子的尺寸取决于燃烧时形成的气体压力、线材输送速度、喷嘴结构及雾化空气压力。在喷涂钢和铜时,全部粒子中的约50%尺寸是50~100µm,约35%低于50µm,15%在100µm以上,接近400µm。喷涂锌、铝时,30%粒子尺寸是50µm,70%小于50µm。飞行的粒子,如钢、铜,具有球形的熔粒形状,锌、铝粒子呈不规则的形状。
本站文章未经允许不得转载;如欲转载请注明出处,北京桑尧科技开发有限公司网址:http://www.sunspraying.com/
|
