1 涂层制备
采用HEPJ-1超音速等离子喷涂设备制备Fe基合金涂层,喷涂粒子的粉末形貌如图1所示,主要为粒径在40—60µm之间的规则球形,其主要成分为Cr-13.4,Si-1.2,B-1.5,Mo-0.8,C-0.16,Fe-余(wt.%)。由于涂层内部的孔隙主要取决于喷涂粒子撞击基体时的熔融及飞行状态,因此通过调节喷涂电流以改变喷涂功率得到不同孔隙状态的涂层,详细参数见表1。在实验过程中,采用Spraywatch-2i型热喷涂状态监控仪在线监测喷涂功率的变化对粒子温度分布的影响。
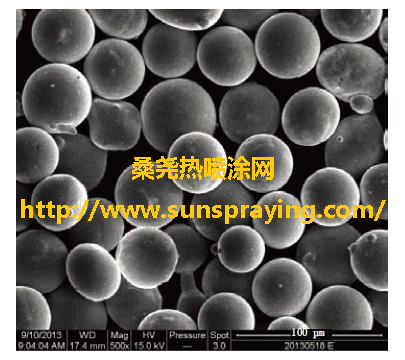
图1 Fe基合金粉末形貌
Fig.1 MorphologyofFe-basedalloypowder
2 孔隙形貌获取
采用NovaNanoSEM450型场发射扫描电子显微镜,统一在600倍的放大倍数下随机获取10组截面孔隙形貌(如图2(a)),孔隙的截面抛光至表面粗糙度Ra小于0.01µm,实验过程中设定图像的对比度及亮度保持一致。随后基于数字图像分析技术,将孔隙进行标注与分离(如图2(b)),并通过标尺像素与物理量程之间的转换,达到计算任意孔隙面积与周长的目的。
研究表明,孔隙的不规则形态可以由其面积与周长之间的幂率关系定量表征,对于具有良好分形特征的孔隙而言,其面积与周长之间一般满足幂率。
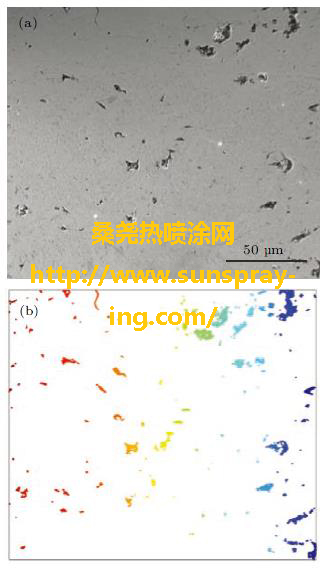
图2 (网刊彩色)涂层孔隙几何参数提取过程示意图 (a) 孔隙 SEM 图; (b) 孔隙标注图
Fig. 2 (color online) Drawing process of geometrical parameter of pores within the coating: (a) SEM mi- crograph of pores; (b) colorful labeled micrograph of pores.
3 孔隙成形机理
图3为四种功率下典型孔隙形貌图,可以看出,不同参数所制备涂层的孔隙形态、数量、分布等参数之间都存在明显差异。结合孔隙形态与喷涂粒子的温度状态,定性地反演喷涂粒子沉积过程,可以将孔隙的成形机理主要划分为以下四类。
1)两个及多个粒子“搭接效应”形成的孔洞。孔隙的主要存在形式就是孔洞,而导致孔洞产生不同大小、形态的主要原因就是喷涂粒子本身理化状态之间的差异。就单个粒子而言,其受热熔化与加速飞行过程仅持续10−4s,撞击铺展与凝固成型过程持续10−6s。由当喷涂功率为46kW时,粒子的平均温度约为1656K,略高于喷涂粒子的熔点1503K,难以在短暂的时间内达到较好的融化状态,因而涂层中易产生一些半熔颗粒,同时降低了熔融粒子的表面流动性,使之在铺展过程中缺乏充分润湿凝固层的条件,因而边缘极易产生一些具有明锐拐角的大孔隙,如图3(a)。当喷涂功率为50kW时,粒子的平均温度上升至1862K,远高于其熔点,具有更好的流动性及润湿能力,因而孔隙的边界逐渐转变为相对较为圆滑的曲线。随着功率的进一步增加,喷涂粒子的温度分别上升为2145及2345K,孔隙的孔径逐渐减小,并且空间分布上也更加均匀,如图3(c)和图3(d)所示。
2)非规则微区表面“遮蔽效应”形成的孔洞,即当后续熔融粒子的飞行撞击方向与成型涂层微区形貌的夹角呈类似于所示情况时,就必然会存在一个无法润湿的区域。此外部分过熔的粒子在撞击基体过程中会产生少量的“反弹飞溅”熔滴,这些熔滴由于一次撞击过程中动能的降低,在二次铺展过程中会产生一些不完全铺展,从而导致一些相对较小的遮蔽,产生小孔隙。从后文的分析发现,当功率由54kW上升至58kW时,孔隙的数量由126个上升至150个,主要是小孔隙的数量明显增加。
3)喷涂粒子组成形式的多样性使其在熔化过程中会产生许多热力学状态相异的熔滴,比如氧化夹杂、未熔颗粒、异种成分熔滴等,这些熔滴在凝固过程中会产生较大的温度梯度从而导致间隙裂纹的形成,如图3(b)所示。
4)粒子飞行过程中裹覆的气体未能及时逸出形成的气孔,由于高压气体的作用,气孔一般都是相对较为规整的球形,如图3(c)和图3(d)所示。
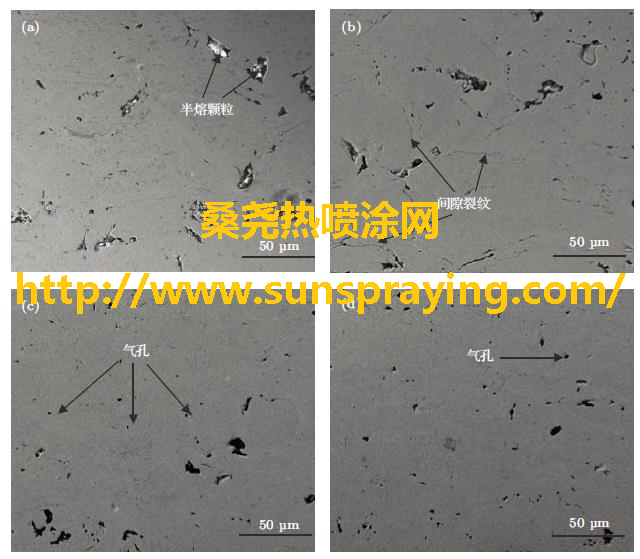
图3 四种喷涂功率下涂层孔隙形貌图(a)P=46kW;(b)P=5kW;(c)P=54kW;(d)P=58kW
Fig.3 Morphologiesofporewithinthecoatingfabricatedfourdifferentsprayingpower:(a)P=46kW; (b)P=5kW;(c)P=54kW;(d)P=58kW。
本文由桑尧热喷涂网收集整理。本站文章未经允许不得转载;如欲转载请注明出处,北京桑尧科技开发有限公司网址:http://www.sunspraying.com/
|
