搅拌摩擦焊(Friction Stir Welding,简称FSW)是英国焊接研究所(TWI)于1991年发明的材料固相焊接技术,相比于传统的熔焊技术,搅拌摩擦焊有着诸多优点,特别是它能完成很多其他焊接技术所不能实现的焊接操作,被称为20世纪90年代焊接技术领域最重要的研究成果。
1.搅拌摩擦焊的原理
搅拌摩擦焊的焊接过程非常简单,下面以对接接头的焊接为例介绍其原理。如下图所示,整个焊接系统可大致分为以下几个部分:
1)两块对接放置的待焊金属板;
2)用于完成焊接过程的搅拌头;
3)支撑待焊金属板的底板;
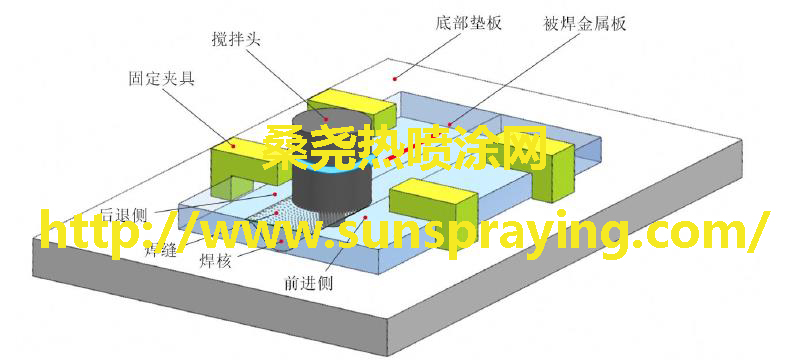
搅拌头是由硬度及熔点较高的材料制成的完成搅拌摩擦焊焊接的主要工具,其主要由直径较大的轴肩和直径较小、长度接近但略小于待焊金属板厚度的搅拌针组成,其完成搅拌摩擦焊焊接的过程如下。
1)安装在搅拌摩擦焊机主轴上的搅拌头沿其轴心高速旋转,然后以一定速率下压至待焊金属板接缝中心处,此时搅拌头与金属板相接触并产生剧烈摩擦。
2)搅拌头轴肩与金属板之间的摩擦、搅拌针与材料之间的摩擦,及材料的塑性变形产热使搅拌头搅拌区域的金属温度上升、软化,从而达到高塑性状态。
3)旋转的搅拌头沿金属板接缝方向以一定的速率移动,该移动速度一般称之为焊接速度。在搅拌头旋转移动的过程中,搅拌头周围的来自两块金属板的金属产生剧烈的塑性流动并在热和压力的共同作用下焊合到一起,该过程类似于金属的折叠锻造,两块金属在高温状态下由锻锤击打最终合为一体,只是在搅拌摩擦焊中材料的塑性变形较锻造更加剧烈。在搅拌摩擦焊焊接过程中,搅拌头轴肩除与工件摩擦产生焊接所需要的热外主要作用还有两个,一是防止焊接过程中塑性金属溢出;二是给塑性金属施加一个顶锻压力,使搅拌针周围的金属受到压应力并最终实现焊合。
值得注意的是,搅拌摩擦焊不能完成两块金属板对接缝的完整焊接,其在接缝的前后两端会留下少量未焊区域,并且在焊缝末端会留下一个由于搅拌针移出而产生的匙孔。搅拌摩擦焊不能完成整个接缝从头到尾的完整焊接,是由搅拌摩擦焊的原理决定的。如果搅拌摩擦焊从接缝端部开始焊接,由于没有阻挡,势必会导致塑性金属从金属板侧面流出。根据金属塑性变形体积不变理论,搅拌摩擦焊之所以能完成焊接,是因为搅拌针的插入占据一定体积,而搅拌头轴肩又阻止塑性金属向外溢出,由此产生强大的压力,从而使得流动的塑性金属焊合。而若从接缝端部焊接,塑性金属流出,则完成焊接必不可少的压力不
复存在,这就会导致材料无法焊合。在焊接尾部的情况与此类似,如果搅拌摩擦焊焊至尾端,则会导致尾端的金属溢出而产生一个豁口。
2.搅拌摩擦焊的优缺点
搅拌摩擦焊焊接过程绿色无污染,不仅不产生废气及废料、不需要材料消耗及保护气体,其能量利用效率也高于熔化焊,在Chao Y J, Qi X等人的研究中,搅拌摩擦焊焊接过程中的热效率可以达到95%,而传统熔焊技术的热效率仅为60 ~80%。搅拌摩擦焊不仅绿色节能,其能焊接由其他焊接技术所不能完成的焊接任务也是其最大的特点之一,如2xxx和7xxx系列高强铝合金,由于其焊接性能较差,通常被认为是不可焊接的材料,极大地限制了它们的应用范围,而搅拌摩擦焊的出现,改变了2xxx和7xxx系铝合金不适合焊接的历史。搅拌摩擦焊不仅适用于焊接铝合金材料,现在它还被用于焊接镁合金、铜合金等,同时,对于异种金属材料其也能获得良好的焊接效果,近来,搅拌摩擦焊还被研究用于焊接钢材、钦合金等高熔点高硬度的金属,可以说搅拌摩擦焊几乎能够焊接任何热塑性良好的材料。
当然,搅拌摩擦焊技术也有一些缺点,主要表现在搅拌摩擦焊接过程中工件需被压紧固定,有焊接匙孔存在(可通过一些手段去除),焊接设备重而庞大不易移动等。
本文由桑尧热喷涂网收集整理。本站文章未经允许不得转载;如欲转载请注明出处,北京桑尧科技开发有限公司网址:http://www.sunspraying.com/
|
