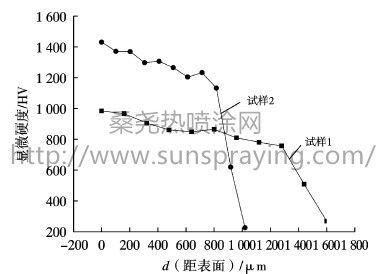
在发电过程中,飞灰冲蚀磨损对电站的核心部件锅炉会造成极大的影响,是迫切需要解决的安全问题。为了保护锅炉管壁免受高温冲蚀的损害,可以通过制备防护涂层技术对其实施保护。在现有涂层防护技术中,激光熔覆技术因其突出的优势受到广泛关注,该技术可以将耐磨、耐蚀、抗氧化的陶瓷材料或金属陶瓷复合材料作为涂层熔覆在金属基体表面,从而提高整体的耐磨、耐腐蚀及抗氧化等性能; 而且因激光具有能量密度高、热影响区小的特点,制备出的涂层具有稀释率低、界面及熔覆层组织致密、熔覆层与基体可以达到冶金结合等优点。镍铬-碳化铬(NiCr-Cr3C2) 是一种常用的高温耐磨涂层材料,用该材料制备的涂层可在540~815 ℃的温度条件下工作,熔点在1 400 ℃左右,具备较强的耐冲蚀性能和抗氧化性能。Fe-Cr-B-Si-C粉末也是具备耐磨性能的涂层材料,作为本研究的第2种涂层材料。试样1和试样2基体和熔覆层之间都存在元素的扩散,为冶金结合。试样1 由柱状晶、树枝晶和大块的板条状组织组成,树枝晶和柱状晶是由多种铬碳化物和Cr2Ni3组成。试样2 中存在奥氏体,故其金相组织为马氏体较均匀地分布于奥氏体晶粒中,主要由柱状晶组成,存在少量的树枝晶。2种试样的熔覆层硬度都较基体硬度有较大的提高,试样2熔覆层的平均硬度高于试样1的。试样1熔覆层的硬度平均值为基体的3 倍多,试样2熔覆层的硬度平均值约为基体的5倍多。冲蚀失重量最高点出现在冲蚀角度为40°时。试样2的耐高温冲蚀性能优于试样1的。2种材料的失重量曲线呈开口向下的抛物线形状,最大失重量出现在冲蚀角度为40°时,这是因为角度较小时,造成材料表面冲蚀磨损的主要原因是颗粒对表面的切削与冲击破碎,与表面垂直方向的分量使得磨粒先撞入表面,随后沿表面做切向运动,这一运动的原始动力是与表面平行方向的速度,造成磨损。20° 时,垂直方向的速度相对较小,没有足够的能量进入表面或者是进入的深度较浅,切削作用进行得不十分顺畅,故其失重量不大。随着角度的增大,垂直方向的冲击速度增大,颗粒进入表面的深度较深,易造成材料的损失,失重量增大。40°时垂直方向速度的上升导致对材料表面的垂直撞击增大,平行方向的速度减小,切削作用下降,材料不易从表面脱落。高角度(60°、90°冲蚀时,材料的失重量随冲蚀角度的增大而减小,高角度冲蚀时,可能的原因是磨粒对材料的冲击导致其表面断裂脱落,磨粒损伤表面,压入深度达到某一临界值时内部应力可能导致裂纹产生。随着冲蚀角度的增大,平行方向的速度分量下降,垂直方向分量提高,磨粒的切削作用也逐渐被冲击破碎作用所取代,材料表面的切削作用逐渐减小,失重量相应减小,而逐渐增加的磨粒法向速度很难对材料表面造成破坏,反而起到了加工硬化保护作用。因此在45°~90°内,冲蚀磨损率随冲蚀角度的增大而减小。
本文由桑尧热喷涂网收集整理。本站文章未经允许不得转载;如欲转载请注明出处,北京桑尧科技开发有限公司网址:http://www.sunspraying.com/
|
